In the 21st century, water scarcity has evolved from a regional concern into a global crisis. As a leading Industrial Waste Water Treatment Plant Manufacturer, we recognize that the industrial sector accounts for nearly 20% of global water withdrawals. Today, the demand for sophisticated wastewater treatment is no longer just a regulatory compliance matter—it is a cornerstone of corporate social responsibility (CSR) and ESG (Environmental, Social, and Governance) frameworks.
Rapid urbanization in developing economies and strict environmental mandates in North America and Europe have propelled the wastewater treatment market to a projected value of over $500 billion by 2030. Companies are shifting from "linear consumption" to "circular water reuse."
With regions like the Middle East, Southeast Asia, and parts of Africa facing severe drought, the implementation of Reverse Osmosis (RO) and Membrane Bioreactor (MBR) systems is critical for sustaining industrial production and community life.
The Industrial Waste Water Treatment Plant factory landscape is undergoing a digital and biological revolution. As we move into 2024 and beyond, several key trends are defining how factories manage their effluent:
Cherish, a leading enterprise dedicated to providing high-quality equipment and solutions to global customers, has journeyed through 15 years since its inception. We have always adhered to the core values of "integrity, innovation, quality, and service," focusing on the research, development, manufacturing, and sales of car parking equipment, wastewater treatment equipment, and fully automatic spray coating equipment, aiming to create greater value for our customers.
We offer a variety of parking solutions, including mechanical parking systems and intelligent parking systems, catering to different parking scenarios. Our products are renowned for their safety, reliability, user-friendly operation, and space-saving features.
We are committed to providing efficient and energy-saving wastewater treatment solutions for industrial and municipal sectors, including integrated wastewater treatment systems, MBR membrane bioreactors, and sludge dewatering equipment.
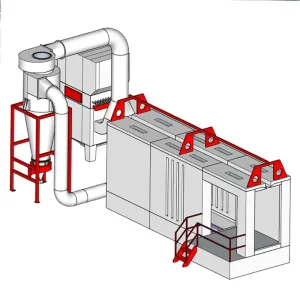
We supply automated spray coating production lines and powder recovery systems, widely used in industries such as automotive, home appliances, and building materials, offering eco-friendly metal surface treatment solutions.
Purchasing an Industrial Waste Water Treatment Plant from a China factory offers unparalleled strategic advantages in the current global market:
Cherish has always upheld the principle of "quality as the foundation," strictly controlling every step from raw material procurement to production to ensure product quality meets international leading standards. We have obtained ISO9001 and CE Certifications.
Every industry has a unique "water footprint." As a versatile Industrial Waste Water Treatment Plant Manufacturer, we customize our tech for specific needs:
Dealing with heavy metals and high acidity. Our UF and RO systems ensure water is safe for discharge or onsite reuse in ore processing.
Our Camp Sewage Treatment Plants (80m3-100m3 capacity) are essential for oil & gas sites or construction camps in remote areas.
High detergent and lint content. Our specialized MBR systems filter out microplastics and chemicals, saving up to 70% in water costs.
We understand that excellent service is the cornerstone of business growth. Cherish has established a comprehensive pre-sales, in-sales, and after-sales service system, providing customers with full technical support and service guarantees. Our experienced service team is available 24/7 to respond to customer needs, ensuring a worry-free experience for our clients.
Whether you need a full Automatic Industrial Powder Coating Line or a Large Capacity MBR Sewage Plant, our experts provide on-site installation guidance, operator training, and lifetime maintenance support.